
- 021-67696169
- 堃霖全球
1 壳管式容器组装流程
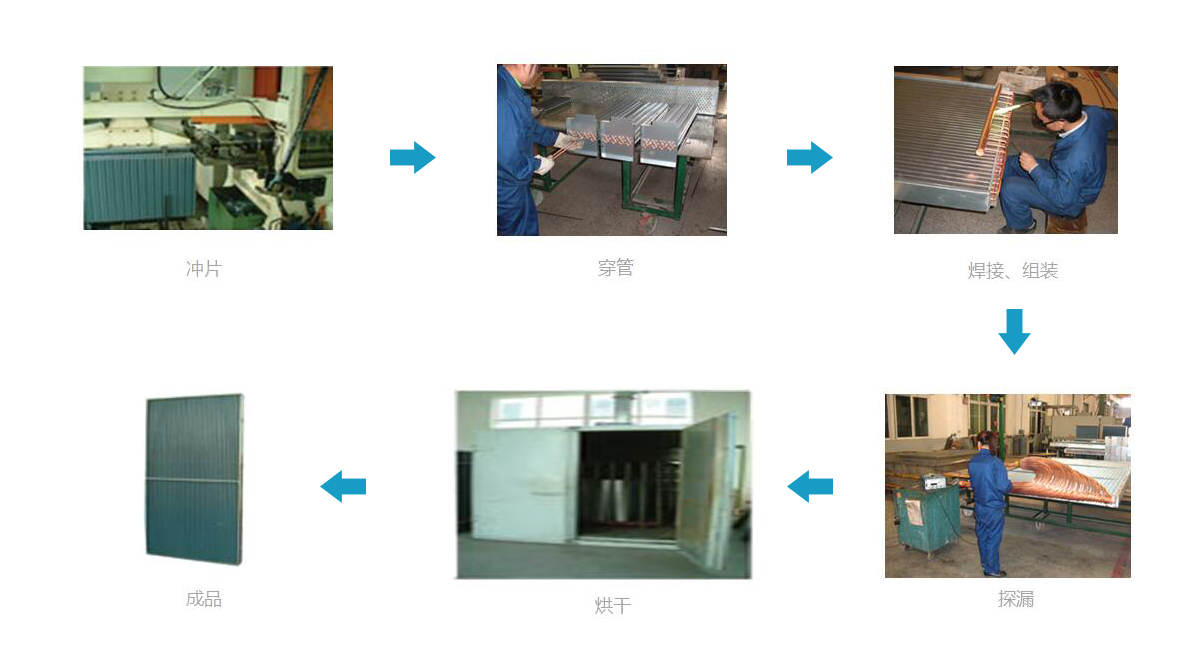
2 翅片式热交换器组装流程
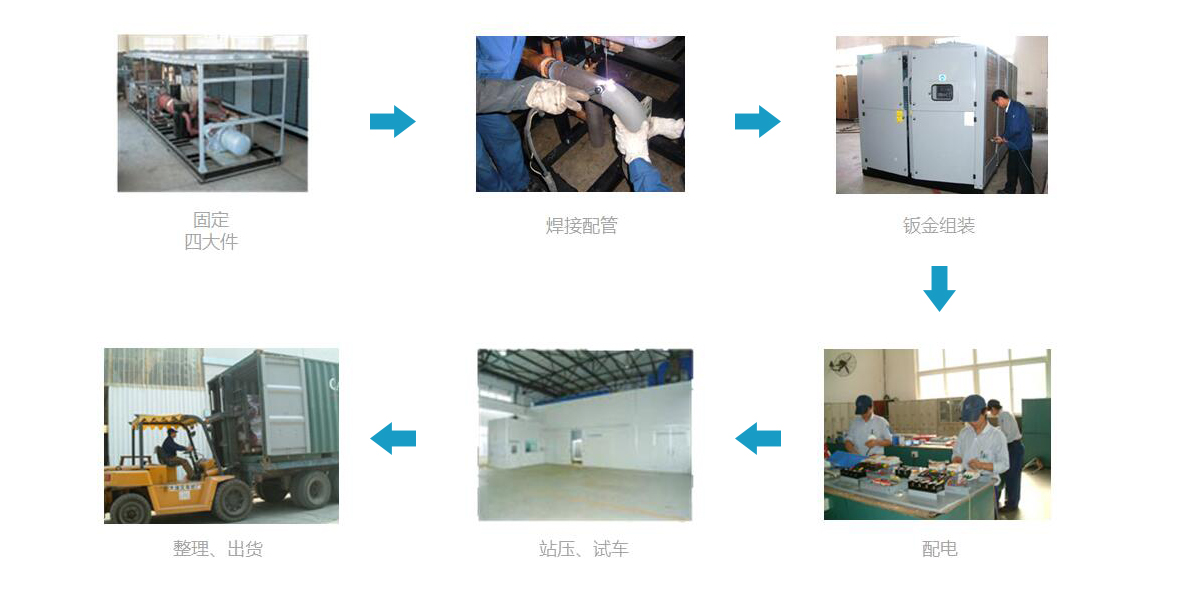
3 水冷总装工艺流程
4 风冷总装工艺流程
一、壳管式容器组装流程

1、所有管板加工均采用CNC设备,加工精度高达0.001mm
2、引入日本三菱加工工艺及流程
3、采用大口径无缝钢管,厚度偏差小于5%,厚度偏差小于0.5%,均高于国家标准
4、先进可靠的焊接涨管工艺,有效的防止焊后管板及涨管变形(同行业多采用增加管板厚度的方式)
5、80%的焊接工序采用工装模制具保证
三、水冷总装工艺流程

四、水冷机组组装
1、按三菱技术要求,所有零部件在组装前均酸洗磷化及专用清洗剂清洁
2、所有焊点均采用充氮保护,电焊採用全焊透氬弧焊焊接。气焊选用插入式熔透结构,所有焊接接点均通过相应的工艺试验及评定
3、所有重要的连接采用定扭力值控制
4、微电脑定量充填冷媒(精度〈0.1kg)
5、机组按标准工況下出厂试验
| 测试项目 | 本公司 | 国家行业标准 |
|---|---|---|
| 清洁度(杂质总量) | ≤40mg/m2 | ≤300mg/m2 |
| 真空度 | ≤133 Pa | 抽真空 |
| 8小时真空回升≤67 Pa | 回升≤690Pa | |
| 单点泄漏率 | ≤0.1g/年 | ≤14g/年 |
 扫二维码关注
扫二维码关注
